ARs, Aluminum & Anodizing: Three Bound Mice
Written By
Michael Crites
Licensed Concealed Carry Holder
Reviewed by
Editorial Team
Learn About The Editorial Team
Share:
Products are selected by our editors. We may earn a commission on purchases from a link. How we select gear.

Updated
Jan 2023
The third-most abundant element on the planet, aluminum is used in tens of thousands (if not millions) of everyday objects, but it’s not the easiest material to produce.
In order to achieve the stability, oxidation resistance, and strength it’s known for it needs to be combined with other minerals in a sophisticated type of alchemy.
Don your foil hat and let’s dive in.
In This Article
Where did aluminum come from?
The first successful attempt to produce aluminum dates to 1824, which Danish physicist and chemist Hans Christian Ørsted reacted anhydrous aluminium chloride with potassium amalgam, which produced a lump of something that looked a bit like tin.
The basic process was built upon by German chemist Friedrich Wöhler, who, in 1827, conducted a similar experiment by mixing anhydrous aluminium chloride with potassium which produced aluminium powder, which maintained the main means of producing small amounts of aluminum until French engineer Paul Héroult and American engineer Charles Martin Hall created the first large-scale industrial production method in 1886; known these days as the Hall–Héroult process.
The Hall–Héroult process converts alumina, derived from bauxite, into metal. In 1889, the Austrian chemist Carl Joseph Bayer discovered a way of purifying bauxite to yield alumina (known as the Bayer process), which created the two-step production model all modern aluminium production is based on.
It's hard make (much harder than steel)
The level of sophistication required to produce aluminum means that creating the durable, lightweight material we know and love, takes huge amounts of energy and a much more complicated process than something like steel.
With steel, you essentially melt the ore with heat, mixing carbon and iron at very high temperatures (above 2600°F) to produce “pig iron.”
That basic pig iron is smelted iron ore, which contains more carbon than proper steel, but by bubbling oxygen through the pig iron, the steelmaker unlocks equal oxidization throughout the molten metal, which removes excess carbon, with additional steel refinement done with this basic product.
The Infinite Monkey Theorem suggests that with a sufficient number of bipedal simians doing your bidding, you could produce both aluminum and steel, but no doubt your gang of macaques would nail the steel before achieving any kind of quality aluminum.
To produce aluminum, you need huge amounts of heat, electricity, and chemicals, with electricity costs often making up 25 percent of the finished product cost.
Aluminum, absent any additional minerals, is far too soft to be useful, and it corrodes like nobody’s business, so we alloy aluminum to increase its durability and corrosion resistance.
When it comes to corrosion, the way it manifests on different metals is all over the map.
Similar to aluminum and magnesium, titanium corrodes with any exposure to air — but the corrosion is so fast that it’s a challenge to produce a titanium surface that doesn’t have a thin (1–2 nm) layer of oxidization (chemists call this a “passivation layer” because the material becomes less impacted or corroded by its environment).
It’s not all bad news though, as that passivation layer protects the bulk of the metal from additional oxidation and corrosion, which puts titanium on par with platinum regarding corrosion resistance.
Steel also forms a passivation layer, and alloying it with chromium will further enhance its corrosion resistance (and yield stainless steel, both of which are found in, you guessed it, AR barrels).
We can do that same trick with aluminum — in fact, we need to alloy it with several other elements to create the durable, corrosion-resistant material that forms the uppers and lowers on ARs, with the most common alloys being 6061 (or “aircraft aluminum”) and 7075.
Let’s get into these a little further.
6061 Aluminum Alloy
Developed in 1935 under the cloak-and-dagger-sounding name of “Alloy 61S”, 6061 is alloyed with magnesium and silicon and found its home in the early days of aircraft manufacturing, while these days it’s mostly relegated to homebuilt aircraft much more than commercial or military aircraft, along with scuba tanks, high-end cars, and yachts.
It’s higher-yield strength variant, 6061-T6 is heat-tempered for maximum strength, and is often found in high-end aluminum bicycles, suppressor baffle systems, fire department rescue ladders, and, of course, AR receivers.
While 6061 is easy to weld, it loses around 40% of its original strength around the weld (technically becoming 6061-T4 in the process) so, 6061 isn’t a go-to metal for weld-heavy applications. Luckily, you’re not likely to find your AR in that situation.
This is why early planes using 6061 paired the alloy with rivets. You can form the skin and retain all the strength!
Plus, 6061 is also very extrusion-friendly (the process of shaping material by pushing it through a shaped die opening.) This process gets the material much closer to a finished product than cutting into an aluminum block, saving time and money.
This is often how things like bleachers, engine blocks, roof rails, transmission housings, trade show booths and your nifty free-floating handguards are made from 6061-T6.

7075 Aluminum Alloy
Another alloy that you’ve likely come across is 7075-T6, which adds zinc to the mix to up the strength, toughness, and fatigue resistance.
Unlike 6061, 7075-T6’s origins actually involve secrecy and espionage.
7075 was originally developed in secret by the Japanese company Sumitomo Metal, and used in the Japanese Imperial Navy’s Mitsubishi A6M Zero fighter. The utilization of 7075 in the airframe gave it higher strength than previous aluminum alloys, and helped it become the most capable carrier-based fighter of its day.
A captured Japanese Zero gave the the aluminum production giant Alcoa an opportunity to examine the new material in 1943, and within two years 7075 was was standardized for aerospace use.
Turning from history to more practical matters, 7075-T6 offers a tensile strength of 74,000–78,000 psi, which is slightly higher than the 60,900 psi of offer from AISI-1020, a mild steel. It’s one of the lightest, strongest, most economical alloys available before you step into the world of steel (and its associated weight disadvantage.)
How AR Receivers Come to Life
No proper aluminum AR receiver — upper or lower — lacks precision forging, CNC Machining or heat treating, but how does a bar of aluminum go from bulk to bitchin’? Let’s break it down.
Before your receiver is, well, a receiver, it’s bar stock in the case of a forged receiver or billet stock for receivers that will be CNC machined rather than forged. I’ll touch on those separately.
In general, for forged uppers, the bulk material starts its life as 7075-0 alloy, which lacks proper heat treating (which is generally reserved for a near-final product.)

The forge shop cuts the 40-foot bar stock to lengths, which can vary based on the products being manufactured — with the collection of precut sections then making their way to the forge floor and furnace, often via automated conveyors and gas-slot furnaces, which maintain a consistent temp on the blank.
Once in the furnace, each bar is heated to the appropriate temperature and then slid from the conveyers onto the forge dies, which are then slammed by hydraulic hammers to shape the blank into a recognizable shape thanks to the hot aluminum’s malleability and sheer force of the forge.
This process may be repeated a few times before the rough part, known as a “platter,” heads to another furnace for heat treatment. This takes a few hours (known as a “dwell time” — sound familiar?) at 850 degrees before being quenched tank of liquid for five minutes to end the initial heat treatment.
Once the initial heating and quenching are wrapped up, the parts “age” at around 250 degrees Fahrenheit in a separate furnace for a full day before being allowed cool.
Once cool and ready for the next step, the platters move onto the machine shop to produce “blanks” — basically unrefined uppers — which then get finished with CNC machines to knock off unnecessary aluminum bits until the upper looks and feels like a proper upper — just absent a finish.

Which opens the doors to the anodizing step.
Most shops do either forging or anodizing — almost none handle both steps because anodizing is a very specialized operation, requiring huge vats of electrified chemicals and production expertise on par with forging. I’ll go deeper into anodizing in a subsequent section below.
After the products are properly anodized, they are inspected for adherence to quality standards, graded, assembled into the final product, or shipped off to the customer.
An Interlude
Let me interrupt myself for a brief diatribe on a common misconception.
A popular trope among the AR-15 community, especially as the market has exploded in the past 15 years and now includes dozens of big-name AR-15 manufacturers along with scores of smaller ones, is the idea is that deep down inside, all the rifles have the same heart.
This is because setting up a CNC machine shop isn’t cheap — so many manufacturers sell excess production to other brands or assemblers. Most manufacturers take these pre-made aluminum forgings and, after milling them out to finished upper and lower receivers, add barrels, internal parts, and furniture to produce a finished AR. The saying is that “all the AR receiver blanks come from just five forges,” setting up a strawman argument that all AR-15s are fundamentally the same when it boils down to it.
This is wrong in several ways, as there are dozens of forges– not “just five,” although some forges do produce blanks for numerous AR makers at the same time– and it takes a good bit of work to move from the raw aluminum blank to a finished product with each gun maker utilizing their own engineering specs and practices, finishing and QC methods to craft a final product.
This tooling, such as making sure the bolt carrier group is open enough, the threads for the receiver extension/buffer tube are square, the lugs and pivot holes are within spec, and that flashing is cut away properly, is what makes a good receiver. The fundamental thing to look for on a receiver is not the forge marks but the construction and quality of the finished product.
Machining Uppers
Back to the topic at hand, the next step is for forged parts to be machined to their final dimensions, which has little to do with the newly anodized exterior.
The barrel nut threads are cut, the interior bored out, and an ejection port machined cut, along with a few other final touches — all without marring the exterior.
What about Billet?
While forged receivers are standard in AR production, some gun companies make their own billet receivers in-house, milled from a raw block of aluminum.
The aforementioned CNC machine technology enabled the development of billet receivers (both upper and lower), which skip a few steps taken by forged uppers. CNC machines take a pre-hardened block of aluminum and apply the rule Michaelangelo spoke long ago: “Every block of aluminum has a receiver inside it, and it is the task of the AR maker to release it”…
…or the CNC machines whir away until all that remains is a pile of metal shaving and the receiver.
Billet receivers offer a lot of flexibility — they don’t use a mold but are carved up from the aluminum block by the CNC machine, which is programmed by a machinest. This enables the aluminum blank to become whatever the customer can dream up basically. Don’t want a forward assist? No problem! Hate the look of an ejector pyramid? Blast it off the upper altogether.
This isn’t the case with forgings.
A forging operation needs dies, which are expensive and time-consuming to create. You can’t just whip up a new die for every customer, nor can you use an A2 die to create A1 uppers — you need a specific die for both. This is why forged receivers are both largely identical and less expensive than billet options.
On the other hand, a billet shop can theoretically produce a different upper with every block of aluminum that comes through a CNC machine (provided they have that many design options.)
There are some downsides to billet receivers — specifically, they have thicker walls and are harder to get into a military spec due to the machining process, but are preferred by those using heavier rounds with a bit more spice such as .350 Legend, .277 Valkyrie and 6.5 Grendel.
Polymers and composites have been used in lowers by companies like Omni and New Frontier, which is a whole different story.
Upper Markings

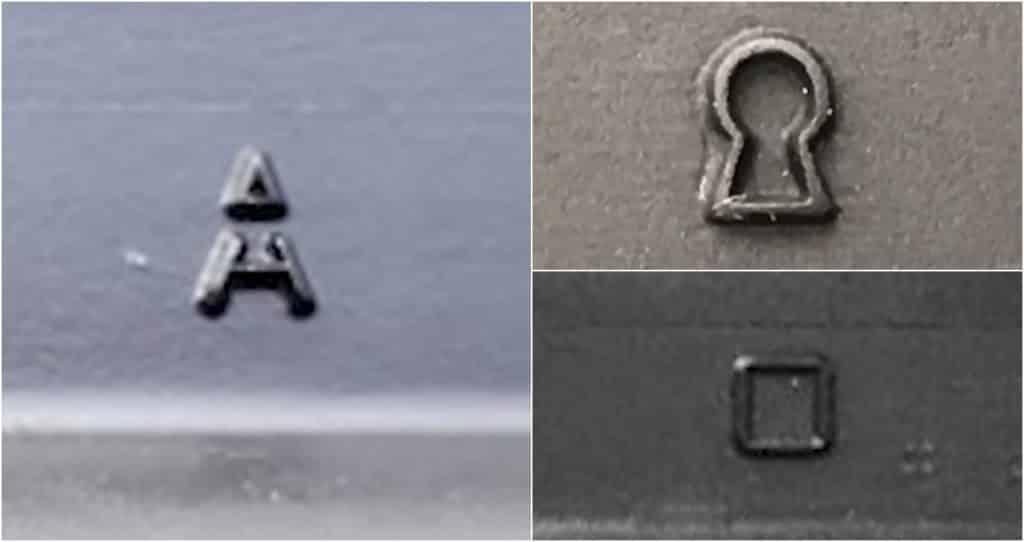
A little like Hansel & Gretel, a forged upper has a breadcrumb trail of sorts. The forging company will mark upper with their mark — a broken A for Anchor Harvey, an AF for Alcoa Forge, a Keyhole for Cerro Forge, and on and on.
These tell you which forge created the upper from the blank, but there are times when a machining company might add its own distinctive mark — but all of these are less important than knowing your forged upper came from a respected, proven maker, which is easy enough to verify thanks to the forge marks.
One important one? The “M4” mark. The “M4” stamp on flat-top uppers means the receiver has been machined to accept an M4 feed ramp barrel.
Anodizing

As we have seen, relative to steel, aluminum is soft and erodes more aggressively, which means both upper and lower receivers need a layer of protection from the environment (or poorly placed pin strikes…)
To help keep the aluminum’s natural tendencies at bay, an electrochemical process called anodizing creates a durable, protective surface on the aluminum. But anodizing, much like forged vs. billet production processes, provides several options and caveats.
First off is the trade-off with hardness. Type III Hard Anodizing is the thickest coating, providing the highest level of protection, and you can have it in any color you’d like, provided that color is black. Anodizing doesn’t have an inherent color; you can actually apply an aluminum-colored Type III Anodizing job. But if you want something other than an aluminum-colored AR with Type III hardness, it’ll need to be black unless you Cerakote it, which adds cost and complicates a build.
That said, if you plan on going the Cerakote route, ensure that’s the last step. Assemble, test, and adjust before you coat the rifle, or you risk ending up with a finished product that looks anything but new.
Tying this one off
If you successfully made it this far, I see and appreciate you. There’s certainly more to know and learn about the world of aluminum, but hopefully, this guide has given you a sense of all the ways in which that basic metal comes to life and a proper rifle.
Thanks for reading!
Read On...
- Titanium. (2022, September 25). In Wikipedia.
- 6061 aluminum alloy. (2022, August 24). In Wikipedia.
- 7075 aluminum alloy. (2022, September 14). In Wikipedia.
- Mitsubishi A6M Zero. (2022, August 18). In Wikipedia.
Sign up for our newsletter
Get discounts from top brands and our latest reviews!